Pour ceux qui travaillent dans les secteurs des dispositifs médicaux et de l’emballage médical, que vous commenciez tout juste ou que vous soyez sur le terrain depuis 30 ans comme moi, nous comprenons la norme ISO 11607.
Nous la vivons et la respirons au quotidien. Que nous réfléchissions au dispositif lui-même, à la conception d’emballage, à la sélection des matériaux ou à la stérilisation et au transport, la norme ISO 11607 oriente nos choix.
Voici les 3 connaissances clés sur la norme ISO 11040-7 : Conditionnement des tubes de seringues pharmaceutiques et préremplies en cours de fabrication
-
Dans l’introduction, la norme stipule que la conception et le matériau de l’emballage doivent être compatibles avec le procédé du client. Que signifie exactement le procédé du client ? D’après mon expérience, j’ai vu des exemples de procédés manuel et automatisé, de remplissage, de pelage et d’assemblage aseptiques par des humains et des robots. Comparer les procédés humains manuels aux procédés mécaniques automatisés est peut-être le plus facile. Envisagez exclusivement la conception de l’emballage et identifiez les différences entre les deux processus. La résistance du pelage, l’emplacement du pelage, si la chaleur est appliquée avant le pelage, la taille du préhenseur, la consistance du packaging... tous ces facteurs sont affectés en fonction du procédé utilisé.
-
Les termes Décontamination et Stérilisation sont utilisés dans tout le document ISO. J’ai entendu qu’ils étaient utilisés de manière interchangeable dans le secteur. Nous devons être prudents en utilisant ces termes car des distinctions ou des implications claires existent. En termes simples, la décontamination fait référence à tout ce qui se trouve à l’extérieur. Par exemple, l’extérieur du tube de seringue ou le haut de son opercule. En revanche, la stérilisation fait référence au contenu intérieur, comme le support du tube et les seringues. En règle générale, la décontamination est effectuée à l’aide de peroxyde d’hydrogène vaporisé ou VHP, bien que l’oxyde d’éthylène reste le mode de stérilisation le plus courant pour les tubes de seringues préremplies.
-
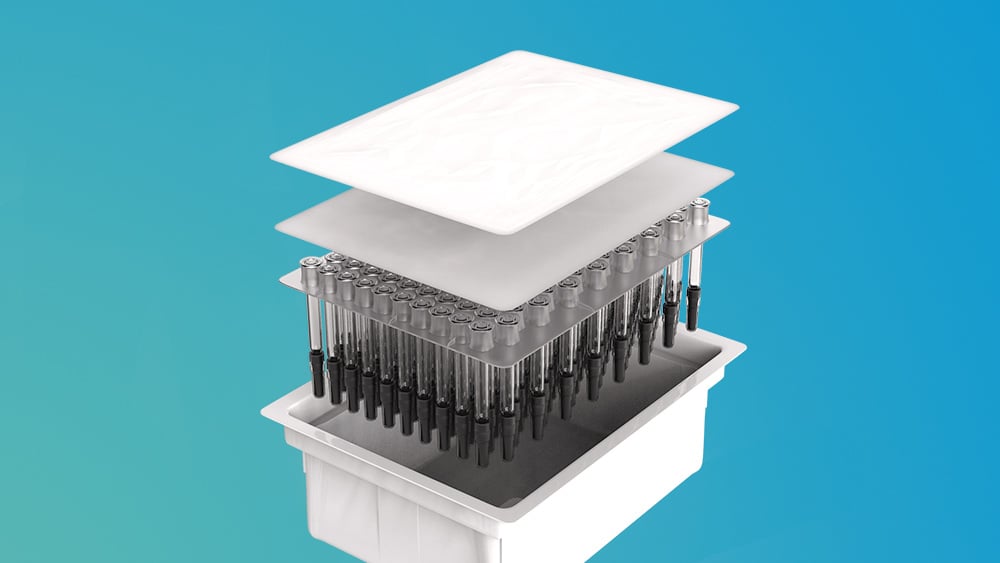
La section 4.1.3 mérite notre attention car elle comporte des conseils de procédé pour chaque composant majeur d’un tube de seringue préremplie, notamment : a. tubes, opercules et doublures ; b. supports ; et c. poches de protection. Les étapes sous chaque composant s’appliquent à la fois au fabricant et au client. Elles servent d’« antisèche » pour les étapes les plus courantes.
Fait amusant : certains documents ISO font référence à la feuille d’aluminium, comme dans la section 3.2. La feuille d’aluminium peut être un synonyme pour le film ou le substrat, couramment utilisé dans toute l’Europe. Une doublure est rarement en feuille d’aluminium, comme nous le constatons dans le secteur.
En tant que membre technique chez Oliver, et profondément investi dans les normes et les réglementations du secteur, je dois comprendre et interpréter la documentation, comme sur la norme ISO 11040 et autres. Un bon partenaire en packaging devrait s’en charger pour vous. Assurez-vous de choisir vos partenaires judicieusement. Cela facilitera votre procédé à long terme.


